Cost Estimation
The Role of Process Economics
The Levels of Capital Cost Estimation
Time Functionality of Capital Cost
Guthrie’s Modular Technique
Bare Module Cost for Process Vessels
The Role of Process Economics
Considering
the
fact
that
the
purpose
of
any
chemical
process
is
to
make
profit,
it
is
obvious
that
process
economics
need
be
accounted
for
seriously.
Always,
an
estimate
of
the
investment
required
and
the
cost
of
production
are
needed
before
the
profitability
of
a
project
can
be
assessed. There are three basic roles of process economics in process design:
1. Evaluation of design options.
2. Process optimization.
3. Overall project profitability.
The Levels of Capital Cost Estimation
Sinnott
and
Towler
(2007)
noted
that
the
accuracy
of
an
estimate
depends
on
the
amount
of
design
detail
available:
the
accuracy
of
the
cost
data
available;
and
the
time
spent
on
the
estimate.
There
are
five
levels
of
capital
cost
estimates
which
can
be
encountered
in
the
process
industries
(Turton
et al., 2018):
1. Detailed estimate, with accuracy of ±1% and when project is defined almost completely.
2. Definitive estimate, with accuracy of ±3% and when about 70% of project details is available.
3. Preliminary estimate, with accuracy of ±6% and when about 40% of project details is available.
4. Study estimate, with accuracy of ±12% and when about 15% of project details is available.
5. Order-of-magnitude estimate, with accuracy of ±20% and when about 2% of project is defined.
Feasibility
estimates
(order-of-magnitude
or
study
estimates)
are
made
to
compare
many
process
alternatives.
More
accurate
estimates
(preliminary
or
definitive
estimates)
are
made
for
the
most
profitable
processes
identified
in
the
feasibility
study.
Detailed
estimates
are
then
made
for
the
more
promising
alternatives
that
remain
after
the
preliminary
estimates.
Based
on
the
results
from
the
detailed
estimate,
a
final
decision
is
made
whether
to
go
ahead
with
the
construction
of
a
plant.
The
most
accurate
estimate
of
the
purchased
cost
of
a
piece
of
major
equipment
is
provided
by
a
current
price
quote
from
a
suitable
vendor
(a
seller
of
equipment).
The
next
best
alternative
is
to
use
cost
data
on
previously
purchased
equipment
of
the
same
type.
Another
technique,
sufficiently
accurate
for
study
and
preliminary
cost
estimates,
uses
summary
graphs
available
for
various types of common equipment.
Time Functionality of Capital Cost
The
cost
of
materials
and
labor
is
always
subject
to
inflation.
All
cost-estimating
methods
use
historical
data,
and
are
themselves
forecasts
of
future
costs.
Some
method
has
to
be
used
to
update
old
cost
data
for
use
in
estimating
at
the
design
stage,
and
to
forecast
the
future
construction
cost
of
the
plant.
Published
cost
indices
are
usually
used
to
update
historical
cost
data
(Sinnott
and
Towler,
2007).
These
relate
present
costs
to
past
costs,
and
are
based
on
data
for
labor,
material
and energy costs published in government statistical digests.
Commonly
used
indices
are
the
Chemical
Engineering
Indexes
(1957–1959
index
=
100)
and
Marshall
and
Swift
(1926
index
=
100),
published
in
Chemical
Engineering
magazine
and
the
Nelson–Farrar
Cost
Indices
for
refinery
construction
(1946
index
=
100)
published
in
the
Oil
and
Gas
Journal.
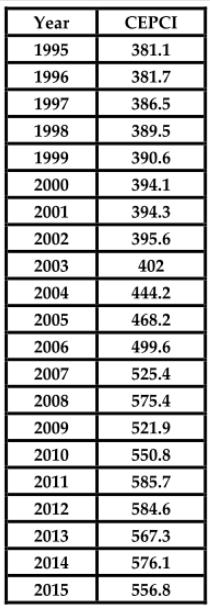
The
Chemical
Engineering
Plant
Cost
Index
(CEPCI)
is
particularly
useful
for
equipment
costing
(Turton
et
al.,
2018).
The
values
of
CEPCI
from
1995
to
2015
are
provided
in
the
following ta
ble.
Guthrie’s Modular Technique
The
modular
costing
technique
is
generally
accepted
as
the
best
for
making
preliminary
cost
estimates.
This
approach
was
introduced
by
Guthrie
in
the
late
1960s
and
early
1970s.
As
described
by
Turton
et
al.
(2018),
this
costing
technique
relates
all
costs
back
to
the
purchased
cost
of
equipment
evaluated
for
some
base
conditions.
Deviations
from
these
base
conditions
are
handled by using multiplying factors that depend on the following:
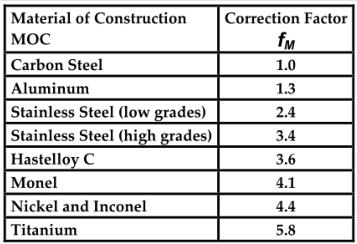
1. The specific materials of construction with the correction factor of f
M
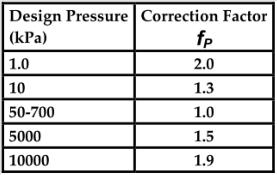
2. The specific system pressure with the correction factor of f
P
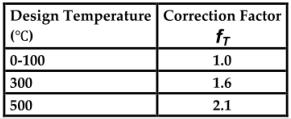
3. The specific system temperature with the correction factor of f
T
For
equipment
made
from
materials
of
construction
other
than
Carbon
Steel
and/or
operating
at
non-ambient pressure and temperature, the values for correction factors are greater than 1.0.
In
order
to
account
for
both
direct
and
indirect
costs
of
an
installed
piece
of
equipment,
the
final
result
of
a
cost
estimation
is
usually
given
in
terms
of
the
Bare
Module
Cost
(BMC).
BMC
is
the
sum of the direct and indirect expenses for purchasing and installing a piece of equipment.
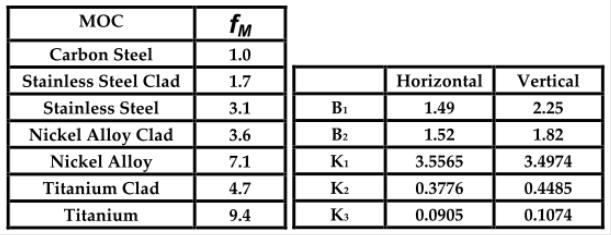
Materials
of
construction
have
a
significant
influence
on
the
capital
cost
of
equipment.
The
following
table
gives
some
approximate
average
factors
to
relate
the
different
materials
of
construction for equipment capital cost (Smith, 2005).
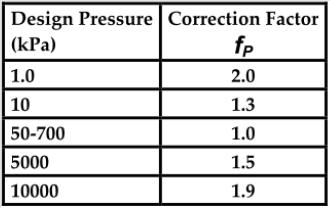
The
operating
pressure
also
impacts
equipment
capital
cost.
To
account
for
the
pressure
rating,
Smith (2005) provides the following typical correction factors:
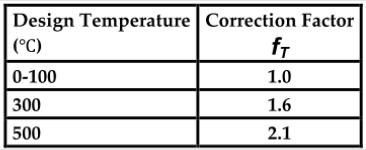
The
operating
temperature
also
influences
equipment
capital
cost.
This
is
caused
by,
amongst
other
factors,
a
decrease
in
the
allowable
stress
for
materials
of
construction
as
the
temperature
increases
(Smith,
2005).
Typical
factors
to
account
for
the
operating
temperature
are
presented
in
the following table:
Bare Module Cost for Process Vessels
As
an
example,
Guthrie’s
modular
technique
is
used
for
cost
estimation
of
cylindrical
process
vessels.
The
bare
module
cost
for
this
equipment
is
given
by
the
following
equation
(Turton
et
al.,
2018):
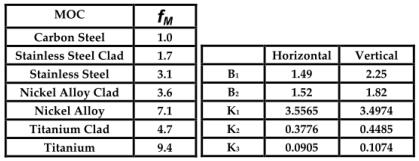
In
this
equation,
V
is
the
vessel
volume
in
m
3
,
and
the
data
for
f
M
,
B
1
,
B
2
,
K
1
,
K
2
and
K
3
are
as
follows:
In
order
to
find
pressure
functionality
of
the
bare
module
cost,
one
must
consider
its
rigorous
mechanical
design
procedures.
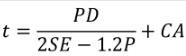
The
relationship
between
design
pressure
and
wall
thickness
required
to
withstand
the
radial
stress
in
the
cylindrical
portion
of
the
vessel,
as
recommended
by
the ASME (2000), is given as:
where
t
is
the
wall
thickness
in
m,
P
is
the
design
pressure
in
kPa,
D
is
the
diameter
of
the
vessel
in
m,
S
is
the
maximum
allowable
stress
of
material
in
kPa,
E
is
a
weld
efficiency,
and
CA
is
the
corrosion
allowance
(m).
The
weld
efficiency
is
dependent
on
the
type
of
weld
and
the
degree
of
examination
of
the
weld.
Typical
values
are
from
1.0
to
0.6.
The
corrosion
allowance
depends
on
the
service,
and
typical
values
are
from
3.15
to
6.3
mm
(0.125
to
0.25
inches).
Finally,
the
maximum
working
pressure
of
the
material
of
construction,
S,
is
dependent
not
only
on
the
material
but
also
on
the
operating
temperature.
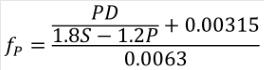
Now,
we
consider
the
fact
that
the
cost
of
the
vessel
is
approximately
proportional
to
the
weight
of
the
vessel,
which
in
turn
is
proportional
to
the
vessel
thickness. Therefore, with some simplifications, the following equation can be derived for f
P
:
If
f
P
is
calculated
to
be
less
than
1.0,
then
a
value
of
1.0
must
be
used
instead.
For
operating
pressures
less
than
50
kPa,
the
vessel
must
be
designed
to
withstand
full
vacuum,
that
is,
100
kPa
of
external
pressure
and
a
pressure
factor
of
1.25
should
be
used
for
such
conditions
(Turton
et
al.,
2018).
References:
Guthrie, K.M.,”Process Plant Estimating, Evaluation and Control”, Solana Beach, 1974.
Section VIII, ”ASME Boiler and Pressure Vessel Code”, ASME Boiler and Pressure Vessel
Committee, 2000.
Sinnott, R.K., Towler, G., “Chemical Engineering Design” in “Coulson & Richardson’s Chemical
Engineering”, Fifth Edition, Butterworth-Heinemann, 2007.
Smith, R., “Chemical Process Design and Integration”, Second Edition, John Wiley and Sons,
2005.
Turton, R., Shaeiwitz, J.A., Bhattacharyya, D., Whiting, W.B., "Analysis, Synthesis, and Design of
Chemical Processes", Fifth Edition, Pearson Education, 2018.
Ulrich, G.D., “A Guide to Chemical Engineering Process Design and Economics”, John Wiley and
Sons, 1984.














Cost Estimation
The Role of Process Economics
The Levels of Capital Cost Estimation
Time Functionality of Capital Cost
Guthrie’s Modular Technique
Bare Module Cost for Process Vessels
The Role of Process Economics
Considering
the
fact
that
the
purpose
of
any
chemical
process
is
to
make
profit,
it
is
obvious
that
process
economics
need
be
accounted
for
seriously.
Always,
an
estimate
of
the
investment
required
and
the
cost
of
production
are
needed
before
the
profitability
of
a
project
can
be
assessed.
There
are
three
basic
roles
of
process
economics in process design:
1. Evaluation of design options.
2. Process optimization.
3. Overall project profitability.
The Levels of Capital Cost Estimation
Sinnott
and
Towler
(2007)
noted
that
the
accuracy
of
an
estimate
depends
on
the
amount
of
design
detail
available:
the
accuracy
of
the
cost
data
available;
and
the
time
spent
on
the
estimate.
There
are
five
levels
of
capital
cost
estimates
which
can
be
encountered
in
the
process
industries
(Turton
et al., 2018):
1.
Detailed
estimate,
with
accuracy
of
±1%
and
when
project
is defined almost completely.
2.
Definitive
estimate,
with
accuracy
of
±3%
and
when
about
70% of project details is available.
3.
Preliminary
estimate,
with
accuracy
of
±6%
and
when
about 40% of project details is available.
4.
Study
estimate,
with
accuracy
of
±12%
and
when
about
15% of project details is available.
5.
Order-of-magnitude
estimate,
with
accuracy
of
±20%
and
when about 2% of project is defined.
Feasibility
estimates
(order-of-magnitude
or
study
estimates)
are
made
to
compare
many
process
alternatives.
More
accurate
estimates
(preliminary
or
definitive
estimates)
are
made
for
the
most
profitable
processes
identified
in
the
feasibility
study.
Detailed
estimates
are
then
made
for
the
more
promising
alternatives
that
remain
after
the
preliminary
estimates.
Based
on
the
results
from
the
detailed
estimate,
a
final
decision
is
made
whether
to
go
ahead with the construction of a plant.
The
most
accurate
estimate
of
the
purchased
cost
of
a
piece
of
major
equipment
is
provided
by
a
current
price
quote
from
a
suitable
vendor
(a
seller
of
equipment).
The
next
best
alternative
is
to
use
cost
data
on
previously
purchased
equipment
of
the
same
type.
Another
technique,
sufficiently
accurate
for
study
and
preliminary
cost
estimates,
uses
summary
graphs
available
for
various
types
of
common
equipment.
Time Functionality of Capital Cost
The
cost
of
materials
and
labor
is
always
subject
to
inflation.
All
cost-estimating
methods
use
historical
data,
and
are
themselves
forecasts
of
future
costs.
Some
method
has
to
be
used
to
update
old
cost
data
for
use
in
estimating
at
the
design
stage,
and
to
forecast
the
future
construction
cost
of
the
plant.
Published
cost
indices
are
usually
used
to
update
historical
cost
data
(Sinnott
and
Towler,
2007).
These
relate
present
costs
to
past
costs,
and
are
based
on
data
for
labor,
material
and
energy
costs
published
in
government
statistical digests.
Commonly
used
indices
are
the
Chemical
Engineering
Indexes
(1957–1959
index
=
100)
and
Marshall
and
Swift
(1926
index
=
100),
published
in
Chemical
Engineering
magazine
and
the
Nelson–Farrar
Cost
Indices
for
refinery
construction
(1946
index
=
100)
published
in
the
Oil
and
Gas
Journal.
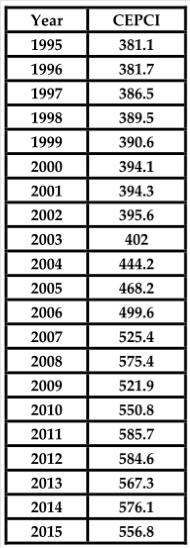
The
Chemical
Engineering
Plant
Cost
Index
(CEPCI)
is
particularly
useful
for
equipment
costing
(Turton
et
al.,
2018).
The
values
of
CEPCI
from
1995
to
2015
are
provided in the following ta
ble.
Guthrie’s Modular Technique
The
modular
costing
technique
is
generally
accepted
as
the
best
for
making
preliminary
cost
estimates.
This
approach
was
introduced
by
Guthrie
in
the
late
1960s
and
early
1970s.
As
described
by
Turton
et
al.
(2018),
this
costing
technique
relates
all
costs
back
to
the
purchased
cost
of
equipment
evaluated
for
some
base
conditions.
Deviations
from
these
base
conditions
are
handled
by
using
multiplying
factors
that depend on the following:
1.
The
specific
materials
of
construction
with
the
correction
factor of f
M
2.
The
specific
system
pressure
with
the
correction
factor
of
f
P
3.
The
specific
system
temperature
with
the
correction
factor
of f
T
For
equipment
made
from
materials
of
construction
other
than
Carbon
Steel
and/or
operating
at
non-ambient
pressure
and
temperature,
the
values
for
correction
factors
are
greater
than 1.0.
In
order
to
account
for
both
direct
and
indirect
costs
of
an
installed
piece
of
equipment,
the
final
result
of
a
cost
estimation
is
usually
given
in
terms
of
the
Bare
Module
Cost
(BMC).
BMC
is
the
sum
of
the
direct
and
indirect
expenses
for purchasing and installing a piece of equipment.
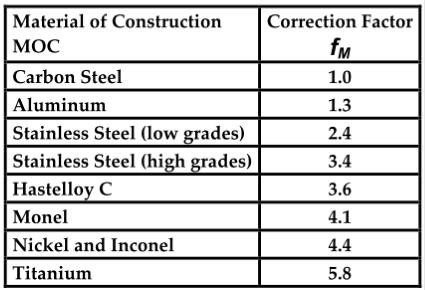
Materials
of
construction
have
a
significant
influence
on
the
capital
cost
of
equipment.
The
following
table
gives
some
approximate
average
factors
to
relate
the
different
materials
of construction for equipment capital cost (Smith, 2005).
The
operating
pressure
also
impacts
equipment
capital
cost.
To
account
for
the
pressure
rating,
Smith
(2005)
provides
the
following typical correction factors:
The
operating
temperature
also
influences
equipment
capital
cost.
This
is
caused
by,
amongst
other
factors,
a
decrease
in
the
allowable
stress
for
materials
of
construction
as
the
temperature
increases
(Smith,
2005).
Typical
factors
to
account
for
the
operating
temperature
are
presented
in
the
following table:
Bare Module Cost for Process Vessels
As
an
example,
Guthrie’s
modular
technique
is
used
for
cost
estimation
of
cylindrical
process
vessels.
The
bare
module
cost
for
this
equipment
is
given
by
the
following
equation
(Turton et al., 2018):
In
this
equation,
V
is
the
vessel
volume
in
m
3
,
and
the
data
for f
M
, B
1
, B
2
, K
1
, K
2
and K
3
are as follows:
In
order
to
find
pressure
functionality
of
the
bare
module
cost,
one
must
consider
its
rigorous
mechanical
design
procedures.
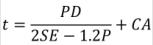
The
relationship
between
design
pressure
and
wall
thickness
required
to
withstand
the
radial
stress
in
the
cylindrical
portion
of
the
vessel,
as
recommended
by
the
ASME (2000), is given as:
where
t
is
the
wall
thickness
in
m,
P
is
the
design
pressure
in
kPa,
D
is
the
diameter
of
the
vessel
in
m,
S
is
the
maximum
allowable
stress
of
material
in
kPa,
E
is
a
weld
efficiency,
and
CA
is
the
corrosion
allowance
(m).
The
weld
efficiency
is
dependent
on
the
type
of
weld
and
the
degree
of
examination
of
the
weld.
Typical
values
are
from
1.0
to
0.6.
The
corrosion
allowance
depends
on
the
service,
and
typical
values
are
from
3.15
to
6.3
mm
(0.125
to
0.25
inches).
Finally,
the
maximum
working
pressure
of
the
material
of
construction,
S,
is
dependent
not
only
on
the
material
but
also
on
the
operating
temperature.
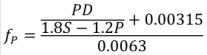
Now,
we
consider
the
fact
that
the
cost
of
the
vessel
is
approximately
proportional
to
the
weight
of
the
vessel,
which
in
turn
is
proportional
to
the
vessel
thickness.
Therefore,
with
some
simplifications,
the
following equation can be derived for f
P
:
If
f
P
is
calculated
to
be
less
than
1.0,
then
a
value
of
1.0
must
be
used
instead.
For
operating
pressures
less
than
50
kPa,
the
vessel
must
be
designed
to
withstand
full
vacuum,
that
is,
100
kPa
of
external
pressure
and
a
pressure
factor
of
1.25
should be used for such conditions (Turton et al., 2018).
References:
Guthrie, K.M.,”Process Plant Estimating, Evaluation and
Control”, Solana Beach, 1974.
Section VIII, ”ASME Boiler and Pressure Vessel Code”,
ASME Boiler and Pressure Vessel Committee, 2000.
Sinnott, R.K., Towler, G., “Chemical Engineering Design” in
“Coulson & Richardson’s Chemical Engineering”, Fifth
Edition, Butterworth-Heinemann, 2007.
Smith, R., “Chemical Process Design and Integration”,
Second Edition, John Wiley and Sons, 2005.
Turton, R., Shaeiwitz, J.A., Bhattacharyya, D., Whiting, W.B.,
"Analysis, Synthesis, and Design of Chemical Processes",
Fifth Edition, Pearson Education, 2018.
Ulrich, G.D., “A Guide to Chemical Engineering Process
Design and Economics”, John Wiley and Sons, 1984.